How To Avoid Spring Back For Sheet Metal

Bending Basics The Hows And Whys Of Springback And Springforward

5 Tips For Avoiding Sheet Metal Deformation Wiley Metal

Sheet Metal 04 Bend Allowance Spring Back Youtube

Sheet Metal Forming
Spring Back Sheetmetal Me

Forming On The Modern Punch Press Sheet Metal Fabrication S Swiss Army Knife
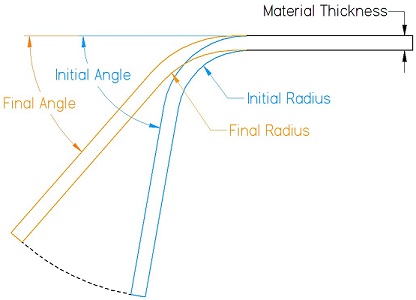
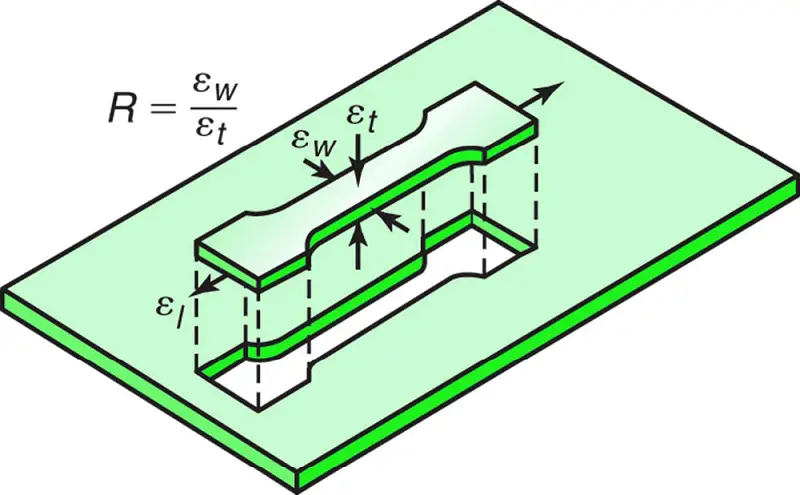
To determine the actual radius ar you get after springback multiply sf by the original inside bend radius that is the expected or planned radius before the metal springs back.
How to avoid spring back for sheet metal. Stretch forming is often a more effective solution to springback problems than direct compensation. However for membrane or combined modes of springback this is not always realistic. Bending is one of the most frequent actions done to metal in press brake operation. If the flange is springing back 5 degrees outboard overbending the flange 5 more degrees inboard should result in a better part.
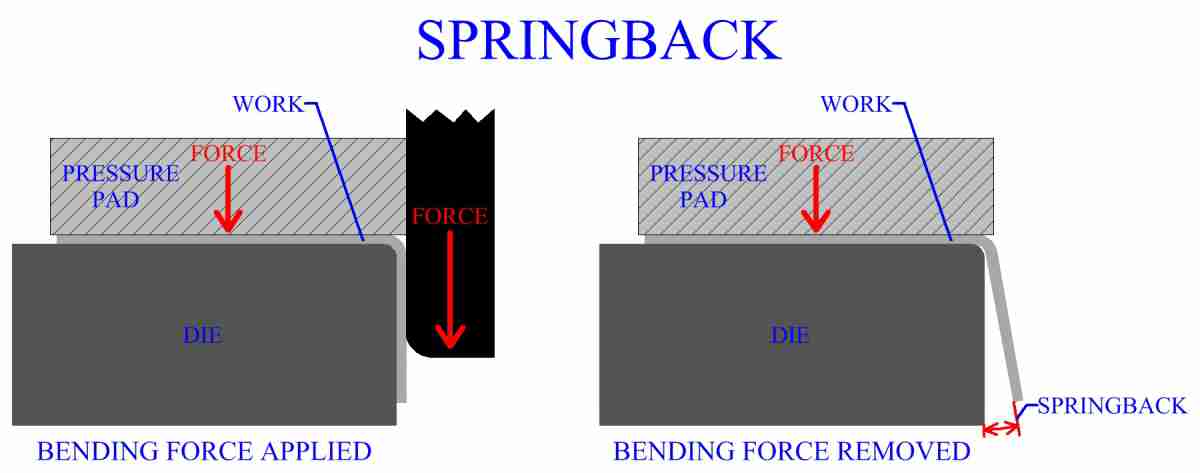
Springback is how the sheet metal tries to revert back into its straight form once it is bent. Instead bottom bending can be preferable offering a higher degree of control however even this can prove a challenge. The method is to apply the tangential tension when the sheet metal is bent change the stress state and distribution inside the sheet metal and make the whole section within the scope of plastic tensile deformation. Let s say you have a 90 degree bending angle and the material springs back 2 degrees to an 88 degree bent angle complementary.
Due to the fact the sheet metal work hardens during forming drawing it is desirable to stretch a sheet metal part as much as possible to increase part strength and thereby increase the rigidness of the part and lessen the effect of springback. After these unloading the internal and external springback offset each other which cause the springback reduced finally. Apart from these two factors the die gap or clearance and sheet metal thickness also has a very appreciating amount of effect on springback from this analysis it shown that an sufficient amount of die gap has to be maintained same as thickness of the sheet metal in order to compensate the springback and also to avoid some of the defects such as tearing. Springback is known as the reaction when.
The formation of sheet metal requires elastic plastic bending and stretching of the metal which contributes to springback. When compensating for spring back in materials such as stainless steel coining is typically not the best option unless you are working with thin gauges. The required tonnage is often prohibitive.

Springback Sheet Metal Metal Forming Welding Projects
Sheet Metal Bending

Tips For Bending Sheet Metal Make It From Metal
Methods For Fastening Sheet Metal Without Fasteners Machine Design

Pin On Spring Lock Washers
Sheet Metal Hems Sheetmetal Me

Metal Working Plans Look For Learning Opportunities When Crafting With Kids You Can Utilize Math By Forging Metal Metal Working Tools Metal Working Projects

Vents Us Kom 150 U Galvanized Steel Round Back Valve 6 Inch Check This Awesome Product By Going To The Link At The Image Galvanized Steel Steel Equipment For Sale

Webinar Fundamentals Of Bending Metal With Press Brakes Part 1 Press Brake Metal Metal Working

How Im Restoring My Old Sheet Metal Roller Second Life Part 1 Of 2 In 2020 Sheet Metal Roller Sheet Metal Metal
How To Cut Thin Sheet Metal And Keep It Flat Instructables

Purlin Roll Forming Machine In 2020 Roll Forming Metal Forming Metal Rack

Pin On Scrap Metal

Sheet Metal Joining Methods Szukaj W Google التوصيل Sheet Metal Sheet Metal Fabrication Sheet Metal Work

Does Your Dog Keep Tearing Out The Screen In Your Rv S Screen Door Add Sheet Metal To The Back To Prevent This From Happe Rv Screen Door Rv Screen Screen Door

Sheet Metal Work Projects Sheet Metal Work Sheet Metal Fabrication Sheet Metal
Following Dfm Guidelines For Working With Sheet Metal Machine Design

Professional Sheet Metal Fabrication Is The Number One Resource For Sheet Metal Workers Old And New Join Veteran Metalworker Ed Barr As Metallurgie Metallerie Plieuse Et Caisse A Savon
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcstma L Bevhbpa F H4vb51how0nqlosgwjjyoazxvd4kwtdb7 Usqp Cau

Speedi Products 6 In Flex And Sheet Metal Duct Splice Connector Collar Sheet Metal Galvanized Sheet Metal Metal

Laser Protection Used For Press Brake Can Avoid Hand Hurt E Mail Sales01 Harsle Com Whatsapp Wechat 861 Press Brake Hydraulic Press Brake Electronic Products
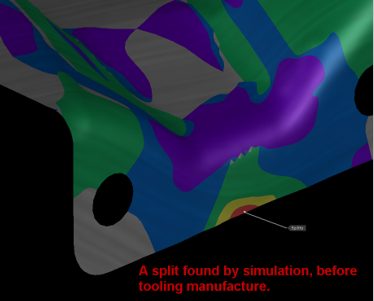
Identifying And Resolving The Most Common Defects In Sheet Metal Forming Stampingsimulation

Sheet Metal Design Guide Geomiq

Pin By Jacqui Rossetter On Cleaning Spring Cleaning Cleaning Hacks Cleaning

Metal Backsplash Ideas Metallic Backsplash Backsplash Remodel Metal Backsplash Kitchen

Metal Working Projects If You Cannot Discover The Supplies You Desire At Reasonable Prices Start Shopp Metal Shaping Sheet Metal Fabrication Sheet Metal Work

Pin On Metalsmithing

Iron Gate Straight Top Fancy Scroll Sheet Metal House Gate Design Iron Garden Gates Iron Gate Design

Pin On Stetson
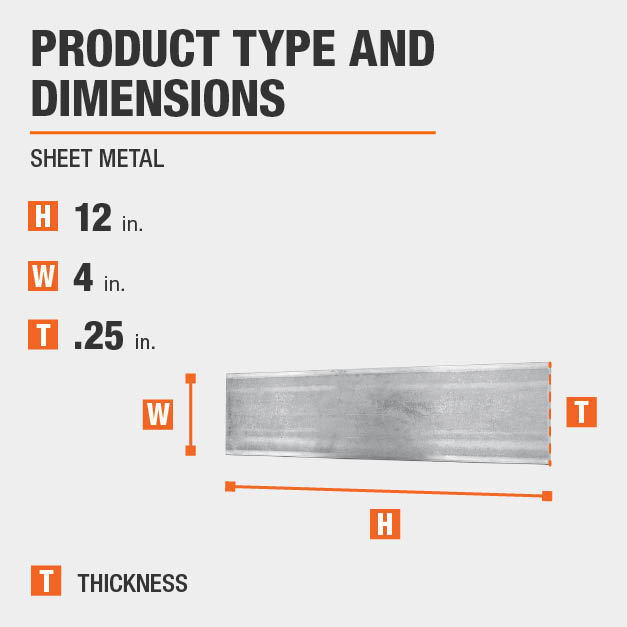
Everbilt 1 4 In X 4 In X 12 In Plain Steel Plate 800497 The Home Depot

Sheet Metal Fabrication Techniques And Tips For Beginners And Pros Motorbooks Workshop Sheet Metal Fabrication Metal Fabrication Sheet Metal

Active Vibrationdamping Thru Springisolators In Shot Blasting Machines Vibrationmountsindia Com Metal Processing Industrial Machine Installation

Goldenlaser Manufacturing Machinetool Laserexhibition Golden Laser Will Attend The Australia S Premier Advanced Manufactu Manufacturing Machine Tools Laser

Pin On Tools Workshop Bob Vila S Picks

Metal Working Ideas You Can Be Stunned At The Things You Make Lots Of People Could Be Looking To Eradicate The R Blacksmith Tools Blacksmithing Forging Tools
Sheet Metal Forming Processes And Equipment Machinemfg
Urethane Tooling Sheetmetal Me
Large Bend Radius Sheetmetal Me

Bender Roller Tools Ring Rollers Ring Roller Metal Bending Tools Metal Working Tools
How To Make A Diy Sheet Metal Brake Youtube
Metal Stamping And Die Design Blanking Machinemfg

Sheet Metal Folding Evolves

